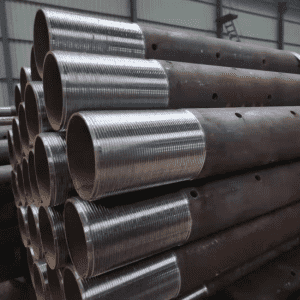
厚肉鋼管



厚肉シームレス鋼管の製造・製造工程は、冷間引抜き、冷間圧延、熱間圧延、熱間膨張に分けられます。鋼管の材質は、通常の鋼管と呼ばれる10、20、35、45です。用途に応じて、構造用シームレス鋼管、輸送用シームレス鋼管、ボイラー用シームレス鋼管、ボイラー用高圧シームレス鋼管、化学肥料設備用高圧シームレス鋼管、および地質掘削パイプ;石油掘削用のシームレス鋼管;石油分解用のシームレス鋼管;船用シームレス鋼管;冷間引抜および冷間圧延された精密シームレス鋼管。様々な合金パイプ。シームレス鋼管は、主に機械加工、採炭、水硬鋼などに使用されています。

厚肉シームレス鋼管の原料は丸管ブランクです。丸管ブランクを切断機で切断し、伸び約1mのビレットをコンベヤーベルトで炉に送り、加熱します。ビレットは約1200℃の炉で加熱されます。燃料は水素またはアセチレンです。炉内の温度制御は重要な問題です。丸管が炉から排出された後、圧力ピアサーを通過する必要があります。一般的に、より一般的なピアサーはコーンロールピアサーです。この種のピアサーは、高い生産効率、優れた製品品質、大きな穿孔直径の拡張を備えており、さまざまな鋼種を着用できます。ピアシング後、丸ビレットは、3ロールクロスローリング、連続ローリング、または押し出しによって連続的にローリングされます。押し出し後、サイジングのためにチューブを取り外す必要があります。サイジングマシンは、コーンドリルビットを高速でスチールブランクに回転させて鋼管を形成します。
鋼管の内径は、サイジングマシンのドリルビットの外径の長さによって決まります。サイジング後、鋼管は冷却塔に入り、水噴霧で冷却されます。冷却後、鋼管は真っ直ぐになります。真っ直ぐにした後、鋼管は内部の傷を検出するためにコンベヤーベルトによって金属の傷検出器(または油圧テスト)に送られます。鋼管内に亀裂や気泡がある場合は、それを検出します。鋼管の品質検査後は、手作業で厳選する必要があります。鋼管の品質検査後、番号、仕様、製造バッチ番号に塗料を吹き付けます。クレーンで倉庫に吊り上げられます。
ヘビーウォールシームレス鋼管
耐摩耗性自己潤滑高い化学的安定性さまざまなサイズとタイプ
厚肉シームレス鋼管の製造・製造工程は、冷間引抜き、冷間圧延、熱間圧延、熱間膨張に分けられます。


鋼管の材質は、通常の炭素鋼管と呼ばれるASTM 179、A106Gr.B、1035、1045です。
鋼管の材質はST52、ASTM 5140、4140、4135、12XMФで、通常の合金鋼管と呼ばれています。
ASTMA106Gr.Bの化学組成と機械的特性

ASTM1045の化学組成と機械的特性

ASTMA179の化学組成と機械的特性


均一な厚さ

合金ヘビーシームレス鋼管